The 2-Way Tunnel Freezer: One System, Dual Cooling Performance
"We combine cooling and freezing into one system to make your production faster and more efficient. Accelerate your production speed with our 2-Way Tunnel Freezer."
Sang-don Lee, CEO of Korea Freezer Co., Ltd.
The Challenges: Breaking Through Production Limitations
Manufacturers faced process bottlenecks and quality degradation issues when rapidly cooling and freezing hot products immediately after cooking.
Operational Fragmentation & Spatial Inefficiency: Traditional setups require separate lines for cooling and freezing, leading to fragmented workflows, inefficient layouts, and excessive facility footprints.
Loss of Freshness and Yield: Slow cooling speeds lead to moisture evaporation (weight loss) and the formation of large ice crystals, causing significant drip loss and deterioration in texture and product quality after thawing.
Microbial Safety Risks: Failure to rapidly pass through the “Microbial Danger Zone” (20°C to 60°C) increases the risk of bacterial growth, posing a critical threat to food safety.

Solution: Strategic Implementation of the 2-Way Tunnel Freezer
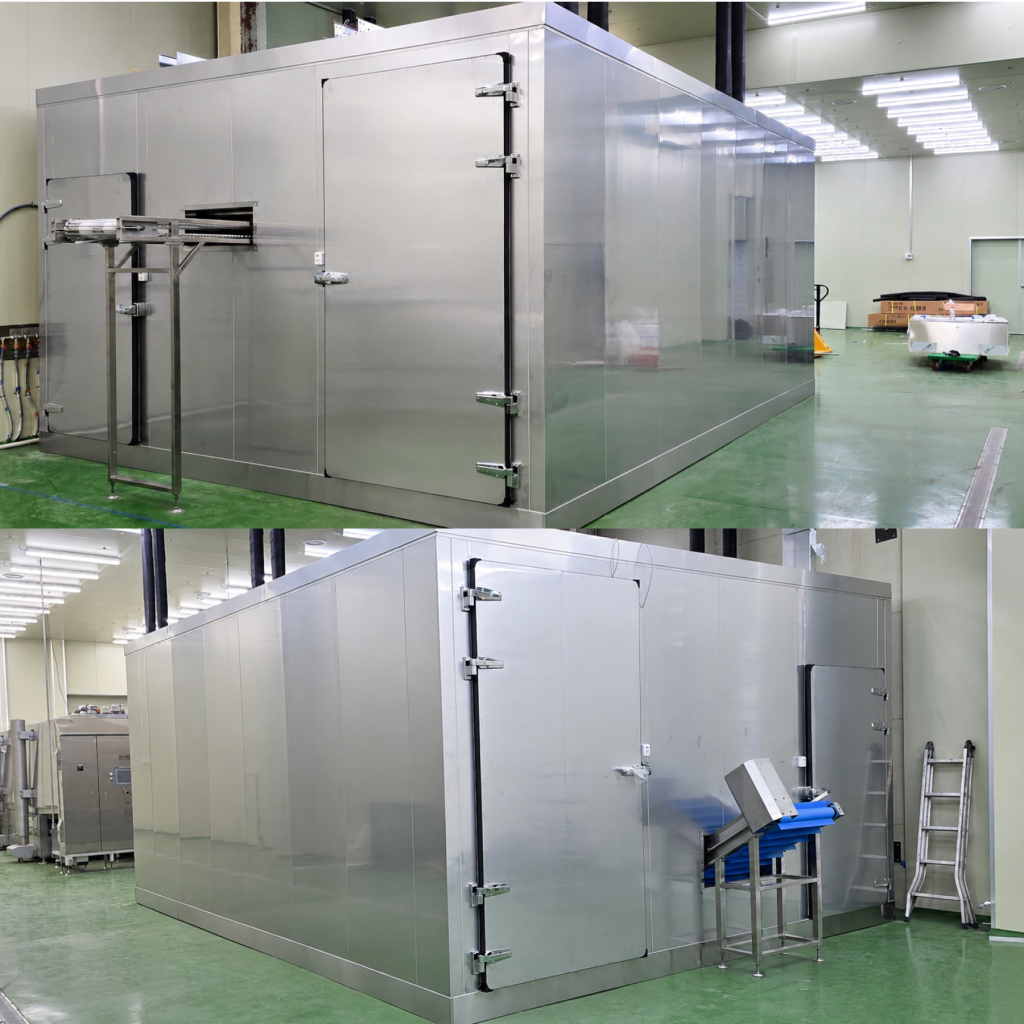
The 2-Way Tunnel Freezer installed in Haetsal Food is a hybrid rapid cooling system that enables both high-temperature cooling and freezing modes within a single unit.
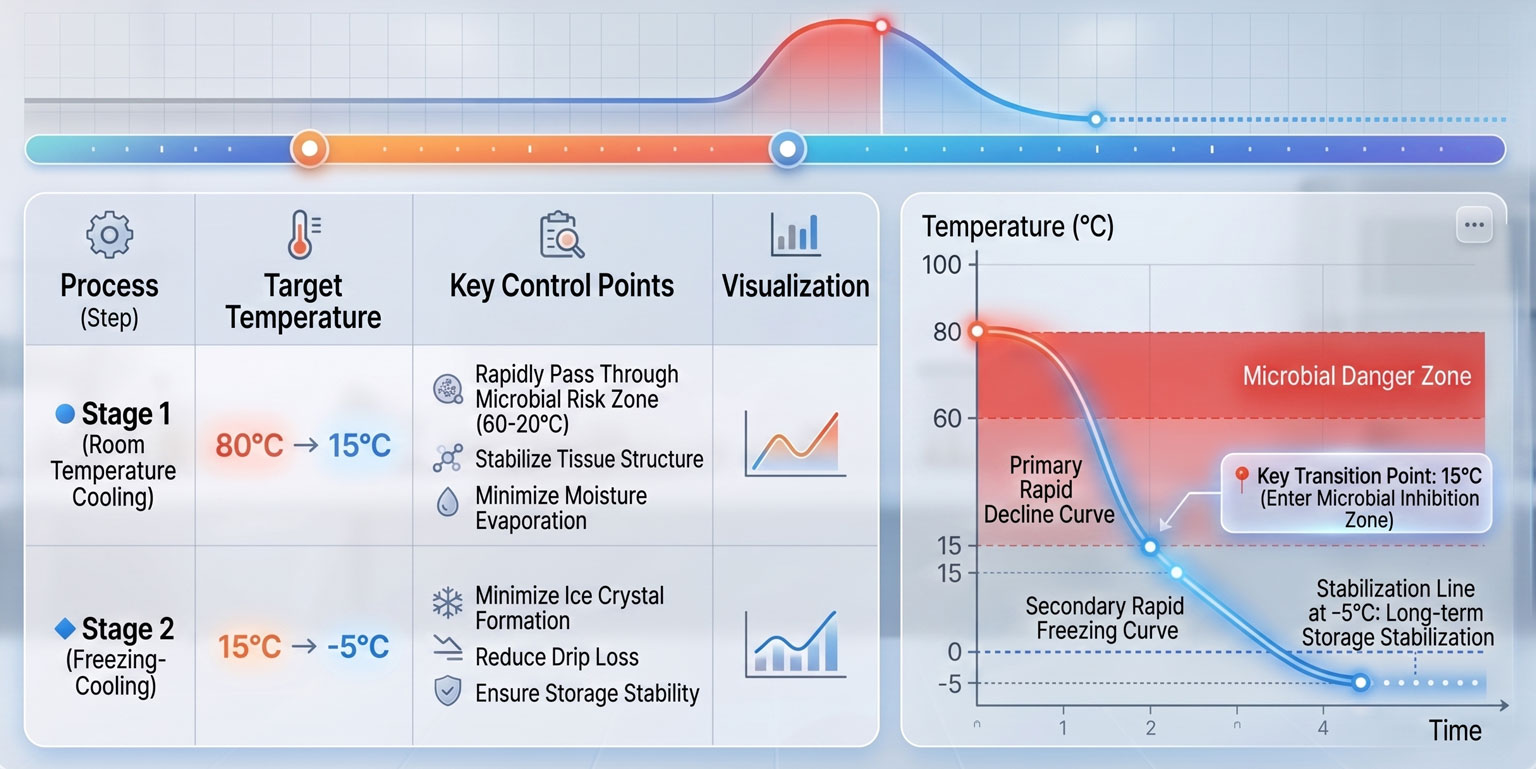
Core Technology: 2-Stage of Cooling & Freezing
Stage 1 (Cooling Mode)
Rapidly cools high-temperature products from 80°C to 15°C, allowing them to pass through the microbial danger zone in the shortest time and stabilizes internal structure.
* Transition Point (15°C):
The optimal temperature point where microbial activity is effectively suppressed and product quality is stabilized.
Stage 2 (Freezing Mode):
Flash freezes the product from 15°C to -5°C, minimizing cellular damage and ensuring long-term storage stability.
Key Results: Measurable Impact of the 2-Way Tunnel Freezer
By integrating cooling and freezing into a single system, the solution delivers greater flexibility across production environments:
① Enhanced Operational Versatility
Line Integration:
Eliminated the need for separate infrastructures. Space efficiency has increased exponentially by allowing mode-switching tailored to specific product requirements.
Multiple-Products Small Production:
From hot, freshly cooked items to Ready-to-Eat (HMR) meals, a diverse product range is now managed on a single, streamlined line.
② Superior Quality Retention
Precise thermal management from 80°C to -5°C ensures the total preservation of ‘Freshness’ and ‘Integrity’.
Texture Preservation:
Minimizing ice crystal formation prevents cellular damage and reduces drip loss after thawing.
Moisture Retention:
Rapid cooling reduces moisture evaporation, preventing weight loss and maintaining product juiciness and texture.
③ Enhanced Hygiene Safety & Productivity
Microbial Risk Control:
Rapidly reduces product temperature from 80°C to safe levels, effectively suppressing microbial growth and minimizing food safety risks.
Reduced Lead Time:
Compared to natural cooling, processing time to downstream stages (packaging and dispatch) is significantly shortened.
④ Operational Expenditure (OPEX) Reduction
Optimized Energy Efficiency:
The 2-WAY system dynamically adjusts compressor operation based on product temperature, reducing unnecessary energy consumption.
Simplified Process Flow:
Reduced waiting time and shorter movement paths streamline on-site operations, improving labor efficiency and lowering operational costs.
The Challenges: Breaking Through Production Limitations
Manufacturers faced process bottlenecks and quality degradation issues when rapidly cooling and freezing hot products immediately after cooking.
Operational Fragmentation & Spatial Inefficiency: Traditional setups require separate lines for cooling and freezing, leading to fragmented workflows, inefficient layouts, and excessive facility footprints.
Loss of Freshness and Yield: Slow cooling speeds lead to moisture evaporation (weight loss) and the formation of large ice crystals, causing significant drip loss and deterioration in texture and product quality after thawing.
Microbial Safety Risks: Failure to rapidly pass through the “Microbial Danger Zone” (20°C to 60°C) increases the risk of bacterial growth, posing a critical threat to food safety.
Solution: Strategic Implementation of the 2-Way Tunnel Freezer
The 2-Way Tunnel Freezer installed in Haetsal Food is a hybrid rapid cooling system that enables both high-temperature cooling and freezing modes within a single unit.
Core Technology: 2-Stage of Cooling & Freezing
Stage 1 (Cooling Mode)
Rapidly cools high-temperature products from 80°C to 15°C, allowing them to pass through the microbial danger zone in the shortest time and stabilizes internal structure.
* Transition Point (15°C):
The optimal temperature point where microbial activity is effectively suppressed and product quality is stabilized.
Stage 2 (Freezing Mode):
Flash freezes the product from 15°C to -5°C, minimizing cellular damage and ensuring long-term storage stability.

Key Results: Measurable Impact of the 2-Way Tunnel Freezer
By integrating cooling and freezing into a single system, the solution delivers greater flexibility across production environments:
① Enhanced Operational Versatility
Line Integration:
Eliminated the need for separate infrastructures. Space efficiency has increased exponentially by allowing mode-switching tailored to specific product requirements.
Multiple-Products Small Production:
From hot, freshly cooked items to Ready-to-Eat (HMR) meals, a diverse product range is now managed on a single, streamlined line.
② Superior Quality Retention
Precise thermal management from 80°C to -5°C ensures the total preservation of ‘Freshness’ and ‘Integrity’.
Texture Preservation:
Minimizing ice crystal formation prevents cellular damage and reduces drip loss after thawing.
Moisture Retention:
Rapid cooling reduces moisture evaporation, preventing weight loss and maintaining product juiciness and texture.
③ Enhanced Hygiene Safety & Productivity
Microbial Risk Control:
Rapidly reduces product temperature from 80°C to safe levels, effectively suppressing microbial growth and minimizing food safety risks.
Reduced Lead Time:
Compared to natural cooling, processing time to downstream stages (packaging and dispatch) is significantly shortened.
④ Operational Expenditure (OPEX) Reduction
Optimized Energy Efficiency:
The 2-WAY system dynamically adjusts compressor operation based on product temperature, reducing unnecessary energy consumption.
Simplified Process Flow:
Reduced waiting time and shorter movement paths streamline on-site operations, improving labor efficiency and lowering operational costs.

A Strategic Choice for Your Future Competitiveness
This case demonstrates that both process simplification and superior product quality can be achieved through a single, integrated system. More than just a freezer, Korea Freezer’s 2-Way Tunnel Freezer helps ensure your products maintain their most pristine and fresh state—right through to the moment they reach the consumer.